
- 服务热线:
0371-60990584

》联系方式
郑州驰诺机械有限公司
地址:
郑州市中原区六厂东街7号楼1号电话:
0371-60990584手机:
138 3819 9774QQ:
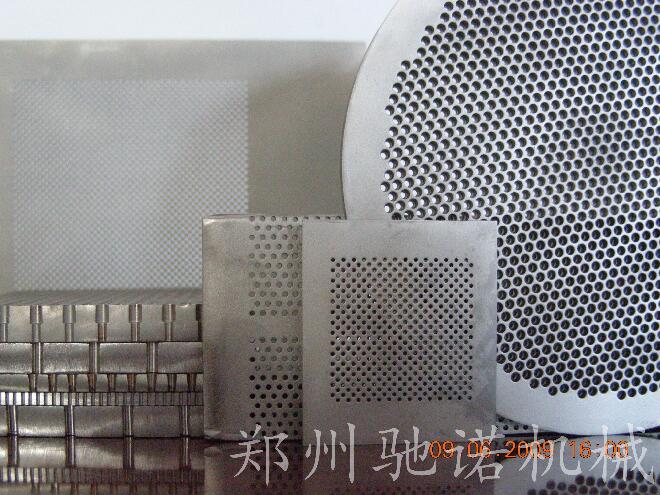
1343478349 不锈钢筛板、网板、孔板、滤板、网皮说到底其实就是在不锈钢板上面加工密集的孔,利用钢板上面很多孔的特点在工业、生活方面进行不同的应用,通常都是用来做筛分、过滤、挤出成型等。
筛板、网板基本的技术要求就是孔壁光滑无毛刺,孔四周无内伤、无微裂纹,每一个孔与临近的孔间距都要求一致。
临近孔连成一体或者过近是严重的质量事故,连孔现象在整个筛板上是绝对禁止的,一个都不能有,孔间距不一致(连孔甚)大的问题是会造成筛板应力集中,从而使筛板撕裂;另外筛板不能焊补,因为它会使筛板应力集中,从而使筛板在使用过程中破坏,造成更大的损失。
孔的加工方法常用的有以下几种,冲孔、电火花加工、激光加工、钻头钻孔加工、蚀刻加工,下面对这几种加工方法及其优缺点、应用场所进行以下说明
1、冲孔加工;利用冲床直接在钢板上面冲孔,通常板厚不能超出孔的直径,这是一个极限;冲孔的优点是快,成本低,缺点是孔壁粗糙,过滤带有纤维一类的液体介质时易堵,孔四周有微裂纹,受力后或使用时间长了以后会产生裂纹扩展。通常用于固体颗粒的筛分,高速公路的隔音板,装饰,作为吸音材料使用。常用于冲直径比较大的孔。
2、电火花加工;这个是非常具有中国特色的一个工艺,早期我国还不具备用钻头在不锈钢板上密集加工小孔的能力,那时候不锈钢小孔筛板(特别是1mm直径的孔)的制作成为一个难题,于是有人开始在石墨电极上密集布置铜电极,电加工不锈钢板,解决了我国不能生产小孔筛板的难题,但是欧美国家自始至终没用这个工艺加工小孔,他们一直都是钻孔加工。
电火花的工艺特点是:快,经济,成本低;缺点是孔壁粗糙,易长垢堵孔,电火花的高温对不锈钢基体的金相组织造成破坏,且孔壁有很多微裂纹,时间稍微一长网板就开始产生明显的裂纹,以至于像龟背一样形成龟裂,且裂纹不断扩展使筛板失效。此工艺常用于加工0.9—1.5mm之间直径的小孔。
3、激光加工;人们印象中好像激光加工很精密,实际是不正确的,激光加工的机理是激光光束瞬间把金属加热到它的熔点,然后用高压气体吹走已经熔化的金属,在金属板上形成孔洞,所谓的激光打孔孔壁非常粗糙,大孔它就是激光切割形成的,质量较差、变形较大,钢板内部应力较大,板的寿命短。
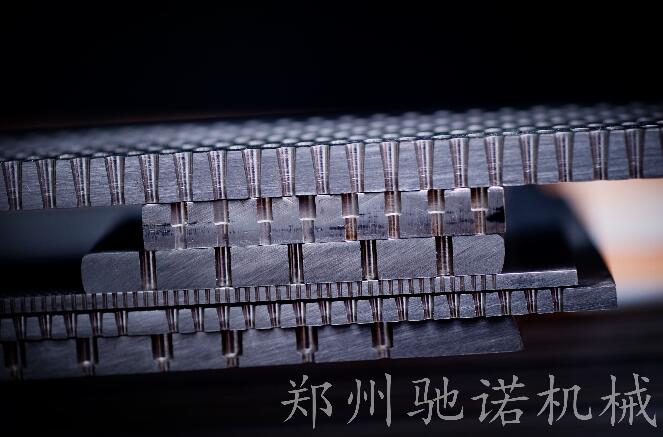
4、钻头钻孔加工;是传统的加工工艺,可以说大小孔都能加工,深浅孔都能制作,且加工的孔尺寸精确,没有加工过程中形成的微裂纹、内部应力等伤害,只是成本比其它的工艺成本都要高,但是质量要好,对于孔径尺寸、粗糙度要求高的工况只能采用钻孔加工的工艺,不同的工厂、不同的设备钻孔加工出来的筛板质量差异还很大,客户选择时要谨慎。通常孔径大于1.6mm的孔比较好加工,1.5mm直径以下的孔难度较大。
孔直径1mm的筛板能钻孔加工的厂家国内没几个,质量按照国内某些工厂的内部标准勉强能过关的全国不超过三家,能和欧美厂家质量持平、超越的一家,孔直径小于1mm的筛板通常都不是过滤场合使用的,常用于挤出成型,以0.6mm孔直径到1.2mm孔直径范围的较多,挤出成型用的孔板的孔只能用钻孔工艺加工,因为孔壁粗糙时挤出的物料外壁不光滑,无法成形。这种挤出孔板面积较小,孔数较少,加工难度小于大面积的筛板。
5、蚀刻加工;板厚厚可以到达2mm,但已经不经济了,通常厚度不超过0.5mm板厚,孔径小可以0.018mm,通常孔直径不小于板厚,蚀刻网板能够在平面上加工任意的形状,通常用于无压力过滤,如淀粉加工过滤,家用果汁榨汁机上果汁的过滤。
以上是对几种筛板、网板、滤板、多孔板的加工方法、优缺点、使用场合的总结,用户可以根据自己的工况选择适合自己的产品,希望我们的总结对你的选择有所帮助,我公司是钻孔加工筛板的企业,制作工艺仅有钻孔加工一种,网站所有产品照片都是郑州驰诺机械有限公司不同时代加工实物所拍摄,这些照片会使你在选择产品时给你一个直观和感性的认识,希望能帮到你。
上一篇:小孔加工厂定制的优势有哪些?
下一篇:多孔网有哪些特点


